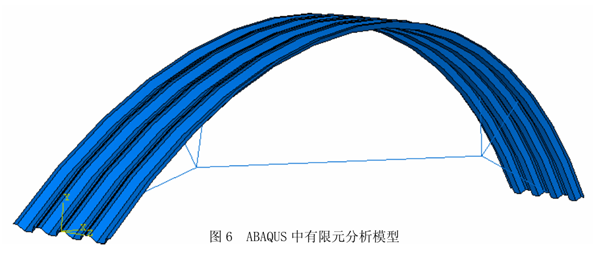
彩钢拱形屋面的下部通常采用H型钢作为主要承重结构,一般在工字钢横梁上焊接托板,屋面瓦安装在托板之上。虽然钢结构制作看似简单,但江苏杰达钢结构对每个制作安装环节都有明确的技术要求,确保工程质量。
H型钢结构制作的工艺流程是什么?
H型钢制作遵循以下标准工艺流程:
- 铺设加工平台
- 号样(放样)
- 划线切割
- 钢板矫正调直
- 构件组对
- 构件焊接
- H型钢矫正
- 探伤、号孔、钻孔
- 除锈刷底漆
- 组装
- 运输
- 起吊、安装
- 找正调整
对钢材和焊材有什么质量要求?
材料质量直接影响H型钢的承载力和使用寿命:
- 板材和焊材必须具有质量证明书,符合设计文件及图纸要求
- 钢材表面和断面上不得有裂纹、折叠、气泡、夹渣和分层
- 表面缺陷深度不大于钢材厚度负差的一半
- 受潮锈蚀的板材严禁使用
- 焊条材质应符合图纸及设计要求
- 焊条在施焊前必须按说明书进行烘烤
场地和平台准备有哪些标准?
好的工作环境是保证加工精度的基础:
- 料场应平整,用小颗粒石子填平
- 料场中间应设道路,便于吊车运输
- 铺设板材用工字钢或道木垫平,防止切割时出现斜口
- 组装平台采用25mm厚钢板
- 平台基础必须平整
- 道木摆放平整,确保平台平整度每1平方米不超过±2mm
钢板切割要如何进行?
切割精度直接影响后续焊接和组装效果:
- 钢板铺设平整,清除表面杂物
- 按设计尺寸划线或弹线,按钢板厚度留出火焰切割余量3~5mm
- 采用自动或半自动火焰切割机进行切割
- 板材切割宽度允许偏差为±2mm
- 腹板切割宽度允许偏差为±2mm
- 分段切割,每段长度1.2~1.5m,间留3~4cm不切割
- 板材冷却后再将余量切除,防止变形
- 板厚超过2mm时需加工坡口,用半自动切割机或机械坡口机
- 火焰切割机坡口允许偏差±2mm,机械坡口机允许偏差±1.5mm
钢板矫正用什么方法?
下料后的钢板需要进行矫正以符合规范要求:
- 用拉线法测量板材边缘直度,发现慢弯(弓形)变曲应进行矫正
- 影响工程质量的各种变形钢材均应矫正
火焰矫直法
用大号烘烤枪进行氧乙炔气火焰烘烤,火焰为中性火焰。从钢板中间烘烤开始,温度控制在750℃左右,不得超过900℃。烘烤点为三角形,不超过钢板厚度的1/2。烘烤点应划出标记,间距应均匀。根据弯曲大小分多次烘烤,可采用多把烤枪。烘烤到一定温度后用冷水浇至烤点,突然冷却使板收缩变形以达到矫正目的。经反复多次烘烤直至板材矫直符合规范要求。
锤击矫正法
将被矫正钢板放在钢平台上,用大锤在钢板凹向进行排打锤击以延伸展开钢板一边。此法适用于钢板弯曲较小的情况,通过正反数次锤击就能达到矫直预期效果。成型料堆放必须用道木填平,防止板料局部变形,运输采用平板车。
H型钢组装工艺有什么要求?
H型钢组装是制作过程中的关键环节:
- H型钢组装应先放样,找出中心线,用冲子号样
- 沿放好的线样焊制卡具,用卡具卡牢翼板防止焊后变形
- 将一翼板沿放样横放在平台上,分段组装
- 在翼板上以平台划出的中心线引致翼板上
- 根据设计图腹板厚度,从翼板中心两边引线,划出腹板结合线
- 沿腹板结合线点焊牢固,腹板分块组装
- 腹板竖向拼缝焊接,并焊接临时加强筋
- 焊缝冷却后打掉加强筋
- 上下翼板焊接在加工平台进行,拼缝应错开,不得少于6cm
- 上翼板组对采用顶撑工具,完成后在平台上再次组对,确保吊点位置正确
- 焊接不少于1.5m后经检查确认才可运输
- 焊工必须受专业培训,持证上岗
钻孔作业有什么精度要求?
螺栓孔的精度直接影响螺栓连接效果:
- 钻孔应精确,采用磁力电钻或摇臂钻
- 在构件上号样,用冲子冲痕定位
- 用小号钻头顶钻定位,再用套锤
- 连接件应先做样板,样板应与预制件配套
高强度螺栓制孔允许偏差
螺栓直径(mm):M12、M16、M20、M24、M27、M30
允许偏差:+0.43、+0.52、+0.84、+0.84(对应各型号)
螺栓孔直径(mm):13.5、17.5、22、24、26、33
允许偏差:+0.43、+0.52、+0.84(对应各型号)
孔距偏差
同一组内相临两孔间:±0.1mm(孔距<5mm)
同一组内任意两孔间:±0.1mm(5-12mm)、±1.2mm(12-30mm)、±2mm(>30mm)
相临两组的端孔间:±0.1mm(<5mm)、±1.2mm(5-12mm)、±1.5mm(12-30mm)、±3mm(>30mm)
焊后的翼板变形如何处理?
焊接可能导致翼板变形,需要进行矫正:
- 上下翼板变形后,采用千斤顶同步进行强制变形
- 变形处理应达到设计及规范允许偏差
- 焊后工字钢堆放必须垫平,防止自然变形
- 检验应符合《钢结构工程施工及验收规范》(GBJ25-83)
- 检验后的焊件送至安装现场拼装
常见问题解答
为什么要进行试吊和焊接探伤?
试吊和焊接探伤是制作过程中的质量检验环节,可以及早发现结构中的缺陷和隐患,确保现场安装时不会因为结构问题而导致安全隐患。
切割时为什么要留余量?
火焰切割会在钢板边缘产生熔渣和毛刺,预留3~5mm的余量可以在后续处理中去掉这些缺陷,确保最终尺寸和表面质量符合要求。
为什么焊接要分散受热?
H型钢体积大,集中受热会导致局部温度过高,容易产生焊后变形。分散受热可以使温度分布均匀,减少焊后变形和内应力。
小结
彩钢拱形屋面H型钢的制作安装涉及从材料选择、场地准备、切割、矫正、组装、焊接、钻孔到检验的全套工艺。江苏杰达钢结构在多年的实践中,积累了完善的制作技术和严格的质量控制体系,对每个环节的精度和工艺都有明确要求,确保生产的H型钢构件达到设计规范,为拱形屋面工程提供可靠的承重结构。
本文标签:#无梁拱#拱形大棚#无梁波纹钢屋盖#卸粮罩棚#杰达钢构#彩钢拱形屋面#拱形屋面#拱形屋
